|
Schäume
testen
| Steighöhe und Steigprofil |
||
|
Schäume testen mit FOAMAT®Messung physikalischer Größen bei der Entstehung von |
||
 Bild 1. Das Schaumqualifizierungsystem FOAMAT mit Ultraschall Gebläsesensor PFT, Thermolelement und den Druck-Messeinrichtungen FPM 2 und FPM 150. Die Benutzerführung, der Messablauf und die Datenverarbeitung werden vom Programm SCHAUM (links) gesteuert. * Durch mehrere Patente geschützt |
Simultane Messung von Steighöhe, Reaktionstemperatur, Steigdruck, Aushärtung, Gewichtsverlust und Viskosität Erstellung von Masterkurven für die Qualitätssicherung (ISO 9001) Einfach bedienbare Windows Software SCHAUM Hochauflösende Sensoren für alle Schaumtypen |
|
|
Schäume
testen Die Qualität von Polyurethan (PUR)-Schaumstoffen entscheidet sich bei ihrem Entstehungsprozess. Es ist deshalb sinnvoll, die Entstehungsparameter durch geeignete Messmethoden zu erfassen und regelmäßig an repräsentativen Proben zu kontrollieren. Eine gleichbleibende Produktqualität wird dadurch gewährleistet, dass mit Proben der Ausgangsstoffe vor dem eigentlichen Schäumungsprozess die Entstehungsparameter gemessen und mit festgelegten Standards in Form von Masterkurven verglichen werden. Dieses Verfahren wird von vielen Automobil-Systemlieferanten für Teile des Fahrzeuginnenraums und für Anbauteile angewendet. Auch in der Möbelindustrie und bei der Bau- und Geräteisolierung werden die Entstehungsparameter zur Qualitätssicherung gemessen. Bei der Entwicklung von Schaumstoffsystemen mit speziellen Eigenschaften bieten die Entstehungsparameter einen Einblick in den Reaktionsverlauf bei der Schaumbildung und wie dieser durch Additive, Treibmittel, Stabilisatoren und das Mischungsverhältnis beeinflusst werden kann. Hier werden hohe Anforderungen an das Schaumqualifizierungssystem FOAMAT (Bild 1) hinsichtlich seiner Messgenauigkeit und der flexiblen Anpassung an verschiedene Probenformen gestellt. |
||
|
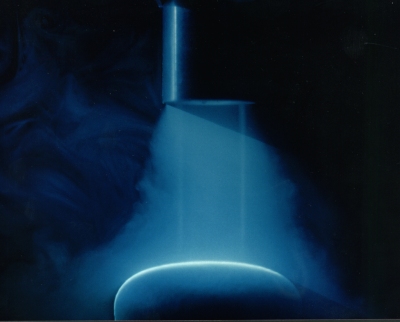
Das klassische Verfahren zur Schaumstoffcharakterisierung ist die Steighöhen- oder Steigprofil-Messung, bei der das Expansionsverhalten einer Schaumprobe in einem Becher, einem Karton oder in einem zylindrischen Gefäß als Höhenänderung erfasst wird. Aus der Höhenkurve werden mit Hilfe von so genannten Kriterien die Startzeit und die Steigzeit ermittelt. Obwohl diese Begriffe nicht genormt sind, ist die Startzeit nach allgemeinem Verständnis der Reaktionsbeginn der gemischten A(Polyol+Additive)- und B(Isocyanat)- Komponenten nach dem Ausbringen. Die Steigzeit ist die Zeit bis zum Erreichen der maximalen Expansion. Für die Messung der Steighöhe haben sich Ultraschall-Sensoren bewährt, deren Genauigkeit durch die Einführung von Ultraschall-Gebläse-Sensoren (Bild 2) noch erheblich verbessert wurde. Sie besitzen integrierte Temperatursensoren für die Schallgeschwindigkeits-Kompensation und sind für alle Arten von Schaumstoffen, auch für Hartschäume mit hoher Wärmefreisetzung, einsetzbar. Das Steigprofil ist der Fingerabdruck des Schaums, der in der Qualitätssicherung mit vorgegebenen Master oder Referenzkurven verglichen wird (Bild 3). Die Masterkurve stellt ein Toleranzband dar, innerhalb dessen das Steigprofil einer „guten“ Schaumprobe liegen soll. Derartige Masterkurven werden vom Qualitätsmanager aus einer Schar von repräsentativen Steigprofilen erstellt. Sie stellen Sollkurven dar, gegen die geprüft wird. Die Erstellung von Masterkurven wird durch das Programm SCHAUM unterstützt und in entsprechenden Masterdateien vollständig dokumentiert.
Bild 2. Der patentierte Ultraschall-Gebläsesensor PFT ventiliert die Oberfläche des expandierenden Schaums.
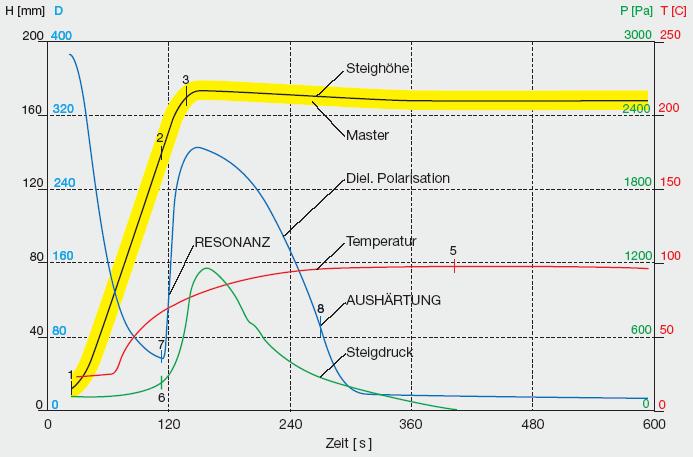
Bild 3: Die Messwerte für Steighöhe (H), Dielektrische Polarisation (D), Steigdruck (P) und Temperatur (T), werden vom Programm SCHAUM gleichzeitig aufgenommen und in einem Diagramm dargestellt. Im Bild sind die Kurven für einen Weichintegralschaum wiedergegeben. |
||
|
Der Temperaturanstieg in einer Schaumstoffprobe wird durch die exotherme Vernetzungsreaktion erzeugt. Die Schaumtemperatur ist jedoch keine homogene Größe, da sie von der Wärmeabstrahlung an der Oberfläche des Schaumstoffes, der Wärmeleitung durch die Gefäßwand, die Isolation durch den Schaumstoff und die adiabatische Expansion beeinflusst wird. Der Messaufpunkt ist damit entscheidend für den gemessenen Temperaturverlauf. Wegen ihrer geringen Wärmekapazität und guten Handlichkeit haben sich dünne Thermoelemente für die Temperaturmessung im Schaum bewährt. Sie haben einen geringen Einfluss auf die Schaumentstehung, stören nicht die übrigen Messgrößen und lassen sich mehrfach verwenden. Um die maximale Kerntemperatur zu erfassen, wird das Thermoelement im unteren Drittel der Schaumstoffprobe eingesetzt. |
||
|
Druck entsteht im Schaum nach dem Abbinden der Schaumkomponenten. Es bilden sich stabile Zellwände aus, die eine weitere Expansion des Schaumstoffes und ein Entweichen der Treibgase verhindern. So werden z.B. Wandelemente, Panele oder Bleche quer zur Fließrichtung des Schaumstoffes belastet, wenn sie zur Isolation oder Versteifung hinterschäumt werden. Die auftretenden Druckkräfte erfordern Verstärkungen bzw. Abstützungen der Produktionsvorrichtungen. Sie können im Extremfall zur Zerstörung eines Bauteils führen. Diese Druckkräfte werden als Steigdruck gemessen. Die Bezeichnung „Steigdruck“ wird deshalb gewählt, weil beim abbindenden Schaumstoff lokale Spannungen vorhanden sind, die wesentlich von der Steighöhe des Schaumstoffes beeinflusst werden. Zur Messung des Steigdrucks wird ein spezielles Expansionsgefäß benutzt (Bild 4), in das die reagierenden Schaumstoffkomponenten eingegossen oder gespritzt werden. Der expandierende Schaum belastet den Boden des Expansionsvolumens. Dort wird die Druckkraft gemessen. Das Expansionsgefäß besteht aus einer Kartonhülse, die formschlüssig auf ein zylindrisches Unterteil gesteckt wird, in dem sich ein Kraftsensor befindet. Gegen Kontamination wird die Druckplatte durch eine PE-Folie geschützt. Das Expansionsgefäß ersetzt den üblichen Testbecher. Während die Steigkurve die Dynamik der Treibgasbildung wiedergibt, spiegelt der Steigdruck die Zelleigenschaften wider, die durch die Polymerisation beeinflusst werden. Bei der Entwicklung spezieller Schaumstoff-Systeme, z.B. Polyester- Schaumstoffe mit sehr grober Porenstruktur, kann die Druckmessung wichtige Informationen über die Wirkung von Katalysatoren und Stabilisatoren auf die Abbindereaktion bis hin zur Klebfreiheit und Nachreaktion (post-expansion) liefern. Für die Produktion bestimmt der gemessene Druckverlauf die Aushärtezeit des Schaumstoffes und legt damit den geeigneten Zeitpunkt zum Öffnen der Form fest. Ein Reißen des Schaumstoffes, eine Nachreaktion oder eine zu lange Verweilzeit in der Form können dadurch vermieden werden. Da der Schaumstoff auch während der Druckmessung nach oben frei ist, kann zeitgleich die Steighöhe mit dem Ultraschall-Gebläsesensor gemessen werden.
Bild 4. FPM 2 auf dem Stativ des Schaumqualifizierungssystems FOAMAT®.
|
||
|
Ein besonderer Vorteil der Druckmessung am Boden eines zylindrischen Expansionsgefäßes besteht darin, dass aufgrund der speziellen Geometrie der Messanordnung die Viskosität des entstehenden Schaumstoffes kontinuierlich aus den Messdaten berechnet werden kann. Eine direkte Viskositätsmessung mit klassischen Rotations- oder Vibrations- Viskosimetern ist für Schäume wegen ihrer Volumenzunahme und dem Übergang in die feste Phase experimentell schwierig und somit für Prozessparameter ohne Aussage. Der Prüfkörper taucht unterschiedlich tief in den Schaum ein, sitzt am Ende im Schaumstoff fest oder gräbt sich seinen Weg frei, d.h. er verliert die Kopplung an den Schaum. Diese messtechnischen Probleme werden durch Anwendung des Viskositätsmodells von Hagen-Poisseuilles umgangen. Das Modell geht davon aus, dass die Viskosität durch die Kraft bestimmt wird, die benötigt wird, um ein Längenelement einer Schaumprobe mit einer bestimmten Geschwindigkeit durch ein Rohr, hier Papphülse, zu bewegen. Natürlich wird der Schaumstoff nicht von außen durch die Papphülse gepresst, er macht das selbsttätig indem er expandiert. Von außen wird nur die Reaktionskraft gemessen, die sich direkt aus dem Steigdruck ergibt. Die Druckmessung und die Steigkurve in einem zylindrischen Expansionsgefäß liefern damit alle Daten, um die Viskosität lückenlos zu berechnen. |
||
|
Die Dielektrische Polarisation ermöglicht, unabhängig von den mechanischen Parametern, einen Einblick in die elektro-chemischen Abläufe bei der Schaumstoffbildung. Die flüssigen Ausgangsstoffe leisten mit ihren polaren Molekülen einen hohen Beitrag zur Dielektrischen Polarisation. Während der Kettenbildung und der anschließenden Vernetzung nimmt die Dielektrische Polarisation kontinuierlich ab. Sie erreicht nach dem Aushärten einen konstanten Wert. Das Polarisations-Signal wird, außer von den molekularen Dipolmomenten, auch von der abnehmenden Dichte während der Expansion des Schaumstoffes beeinflusst. Falls in der Steigphase von Weichschäumen trotz- dem eine Zunahme der Dielektrischen Polarisation beobachtet wird, so leistet der als Zwischenprodukt gebildete Polyharnstoff einen überproportionalen Signal- Beitrag (Resonanz). Reproduzierbare Messung der Dielektrischen Polarisation setzen voraus, dass ein Formschluss zwischen dem Schaumstoff und dem Polarisations-Sensor CMD (Curing Monitor Device) vorhanden ist. Dieses wird durch die Anordnung des Polarisations-Sensors am Boden des Expansionsgefäßes sichergestellt (Bild 5). Der Schaumstoff wird dort flächig durch den Steigdruck (s.o.) angepresst. Für produktionsnahe Testbedingungen kann der CMD-Sensor mit einer geregelten Heizung ausgestattet werden. Die Dielektrische Polarisation wird als elektrische Kapazitätsänderung durch den Schaum, bezogen auf das leere Expansionsvolumen, gemessen. Aus ihrem Verlauf lässt sich die Abbindezeit und die Aushärtung, insbesondere von Weichschaumstoffen, bestimmen. Ein weiterer Aspekt sind Aussagen über katalytische Wirkungen, z. B. von Aminoverbindungen, und die Reaktivitätsklassifizierung.
Bild 5. Mit dem Polarisations-Sensor CMD wird die Dielektrische Polarisation einer Schaumprobe zeitgleich mit dem Steigdruck gemessen. Rechts die Schaumprobe in der abgenommenen Kartonhülse. |
||
|
Temperatur geregeltes
Probengefäß ATC Undefinierte Probengefäßtemperaturen beeinflussen die Übertragbarkeit der Messergebnisse auf die Produktionssituation. PIR Schäume benötigen zum Reagieren und Aushärten eine externe Wärmezufuhr. Anderenfalls bleiben diese Schäume klebrig und bilden Lunker. Hiervon ausgehend hat Format Messtechnik GmbH das Temperatur geregelte Probengefäß ATC (Bild 6) entwickelt. Ein weiterer Vorteil des ATC ist die bessere Reproduzierbarkeit der Messungen im Vergleich zu nicht Temperatur geregelten Probengefäßen.
Bild 6. Das temperaturgeregelte Probengefäß ATC liefert reproduzierbare und produktionsnahe Versuchsergebnisse. |
||
|
Extra großes
temperaturgeregeltes Probengefäß ATC XL Um größere Ansätze unter definierten Probengefäßtemperaturen zu prüfen, hat Format Messtechnik GmbH das extra große temperaturgeregelte Probengefäß ATC XL (Bild 7) entwickelt. Der ATC XL verfügt über ein vierfach größeres Probenvolumen als der Standard ATC. Beide verfügen über ein Ober- und ein Unterteil, welche über Schnappverschlüsse miteinander verbunden werden. Die Schaumprobe kann einfach über die Öffnung im Boden des ATC XL Oberteils entfernt werden. Zudem ist ein Ausdrückwerkzeug vorhanden.
Bild 7. Der ATC XL ist auf dem Stativ des Schaumqualifizierungssystems FOAMAT® platziert. Der ATC XL verfügt über ein vierfaches Prüfvolumen im Vergleich zum Standard ATC. |
||
|
Die Kistenschaum Messvorrichtung umfasst den Box Foam Container BFC 200, das vergrößerte Messstativ und das metallgemantelte Thermoelement. Die Kistenschaum Messvorrichtung wurde speziell für die Erfassung der Steighöhe und der Kerntemperatur von Blockschaumformulierungen entwickelt. Der BFC 200 besteht aus Pertinax Wänden, mit einer Inneren Kantenlänge von 200mm. Für eine einfache Probenentnahme sind zwei Seitenteile mit Scharnieren versehen, so dass sie zur Seite geklappt werden können. Am oberen Rand des BFC 200 ist ein Thermoelementhalter befestigt. Er dient dazu, das Thermoelement im Zentrum der Schaumprobe zu platzieren. Das vergrößerte Messstativ ist größer als die Standardausführung und ist mit einem zweiten Becherhalter ausgestattet, der auf die rechte Seite des Stativs geschwenkt wird.
|
||
|
Beim Messen von Steigprofilen und anderer physikalischer Größen ist die exakte Einwaage der Reaktionskomponenten die Voraussetzung für reproduzierbare Messergebnisse. Die Integration einer Laborwaage (Bild 9) in den Messablauf bietet die Möglichkeit, die Massen der einzelnen Komponenten beim Einwiegen automatisch in ein Ansatz-Protokoll zu übernehmen. Zusätzlich kann der Masseverlust infolge der Freisetzung von Treibgasen und leicht flüchtiger Komponenten während des Aufschäumens kontinuierlich gemessen werden. Die automatische Bestimmung der Rohdichte aus der Masse der fertigen Schaumstoffprobe und der gemessenen Endhöhen ist ein weiterer Nutzen einer integrierten Waage. Für die simultane Steighöhenmessung wird der Probenbecher auf die Waage gestellt. Alle Massedaten werden gespeichert und in einem Prüfprotokoll zusammen mit den übrigen Messkurven ausgegeben.
Bild 9. Zur Bestimmung des Masseverlustes wird der Probenbecher auf einer Laborwaage mit serieller Schnittstelle positioniert. |
||
|
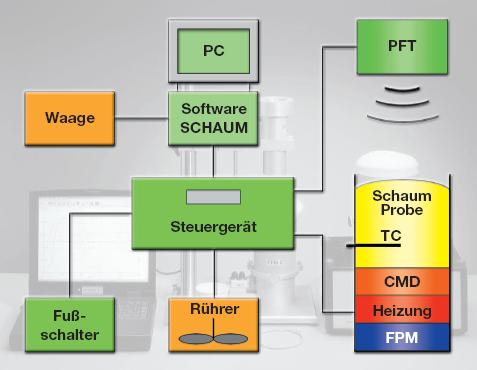
Das komplette Schaumqualifizierungssystem FOAMAT und die angeschlossene Peripherie sind in Bild 8 schematisch abgebildet. Der Rührer wird vom Programm SCHAUM entsprechend den Benutzereingaben, gesteuert. Für 3-phasige Drehstromrührer sind spezielle Adapter erhältlich. Das Steuergerät und die Waage sind über je eine serielle Schnittstelle mit dem PC verbunden. Der Fußschalter dient zum Starten der Messung und zur Mixeransteuerung.
Bild 10. Systemübersicht des Schaumqualifizierungssystems FOAMAT und der angeschlossenen Peripherie. |
||